WIAP DM3S
|
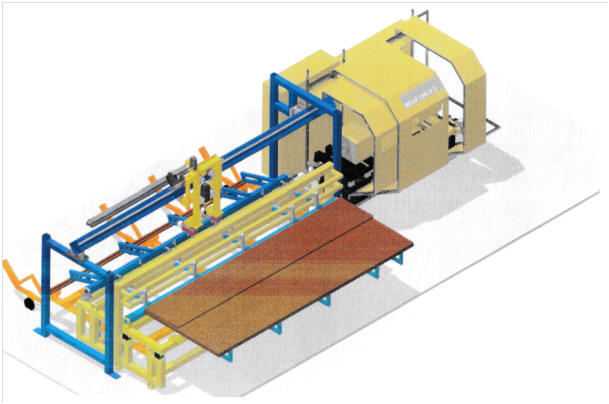
CNC-gesteuerte Multifunktionsmaschine WIAP DM3S für die Bearbeitung von Armierungseisen
Robuste schwere Ausführung. Führung 70x40, Kugelrollspindel robust.
Simultan Spindel Drehkopf und Rollierkopf, anstelle Rollierkopf vorbereitet für Plandrehkopf
Maschinenbett nach dem WIAP VDSF Verfahren hergestellt; ca. 1250 kg, MEMV entspannt und vibrationsgedämpft, gefüllt
Automation in der Vorphase
Doppelgreifer WIAP HLV 40 für 40 kg Stückgewicht
Rohteil Zuführung und Fertigteil Wegführung. Durchmesser bis 40 mm, Länge bis 4100 mm
Rollierkopf
Baugruppe 1 Maschinenbett DM3S; MEMV entspannt, VDSF vibrationsgedämpft
Bild10
Bild 12
Bild 14
Bild 16
Bild 18
Bild 20
Bild 22
Bild 24
Bild 26
Bild 28
Bild 30
Bild 32
Bild 34 Bett Rücklieferung mit Konsole
Bild 36 Bett mit Spindelstock Konsole
Baugruppe 10 Führungen
Bild 50
Bild 52
Bild 54
Bild 38 Abstreifer Sonderanfertigung für WIAP 40x70 für 3 Maschinen an Lager gekauft
Abstreifer für 3 weitere Maschinen gekauft
Baugruppe 5 Spindelstock auf Kreuzschlitten
Bild 56
Bild 60
Bild 62
Bild 64
Bild66
Spindel in Ausbrennplatten schweissen
Jim und Sven
Spindelstock in der WIAP Schweisserei 3 Richtung MEMV Entspannen Protokollieren der Entspannung beider Spindelstöcke
Jim beim G messen für das MEMV Protokoll
hat Schulferien und übt Handfertigkeit
Grundieren und 2 K malen
Baugruppe 03 Z Schlitten
Bild 80
Bild 82
Bild 84
Bild 86 Hier wird der Z Schlitten MEMV in 4 Achsrichtungen vibrationsentspannt
Hier holen wir die Schlitten zurück aus der Bearbeitung
Montage Vorkontrolle, ob die Masse auch ok sind
|
|
Jetzt kommt die ganze Schmierung machen am System
Pro Gleitbelag gibt es 2 Schmierstellen mit einzelnem Zuführkanal oben 3. d.h. ein Schlitten hat Ölzuführungen oben, 4 für die Untergriffe und 4 für vorne und hinten = Total 14 Ölzuführungen pro Achse, d.h. das x 2 noch für die X
Mehrere hundert mm Schmierkanäle bohren, dass der Eintritt nur auf einer Seite pro Bahn ist
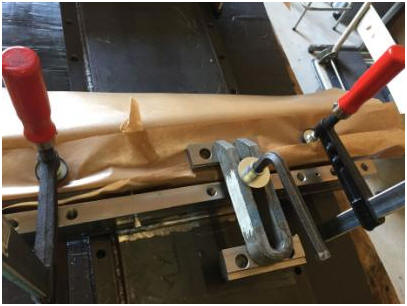
Gleitbelag Test mit Schmierbahnen vorher einfräsen
150 mm tief Bohren für die Schmierung
Tieflochbohren mit der Handmaschine
Das braucht Kraft so tief zu bohren und Mühe geben, dass der Bohrer nicht abbricht
Gleitbelag
Auflage Fläche, schaben, dass Klebstoff bessere Angriffsfläche hat
Untergriffe werden gefräst, in der Höhe angepasst, dass der 2 mm Kunststoff auch sein Platz hat. Mitberücksichtigt, dass der bei höherer Temperatur anders wächst als Stahl.
Jim der CNC Spezialist. Viel macht er selber mit der Mikron CNC Fräsmaschine.
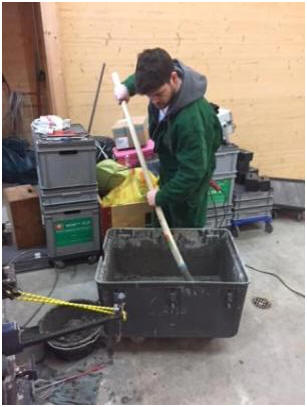
Gleitbeläge kleben eine Spezialität. Mischverhältnis Klebstoff zum Härter 1/4.
Der Z Schlitten wird als erstes gemacht, der X kann dann trocken, währen der Z eingeschabt wird.
Ein gutes Anpressen, der leistet, dass der Klebstoff sich verdrängt, ist wichtig.
Z Schlitten Mutterhalterung in der Schweisserei
Robuste Konstruktion, dass sie sich nicht bewegt.
Baugruppe 04 X Schlitten
Bild 88 Auch der X Schlitten wird in 4 Achsrichtungen MEMV behandelt.
Anlieferung des X Schlittens
Viele Gewinde M8x1 für die Schmieranschlüsse. Am X Schlitten
Baugruppe 20 HLV Hilfsladevorrichtung
Bild 250
Bild 252
Bild 254
Anlieferung Stahl für die Automation, ca. 2 Tonnen.
Scheissbeginn der HLV Zu und Wegführung.
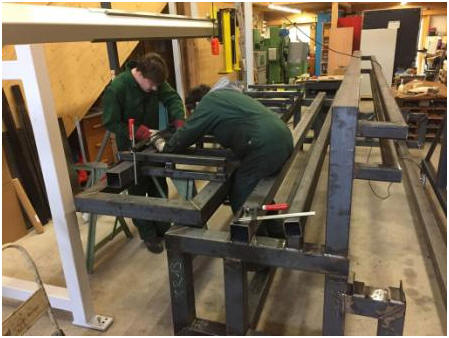
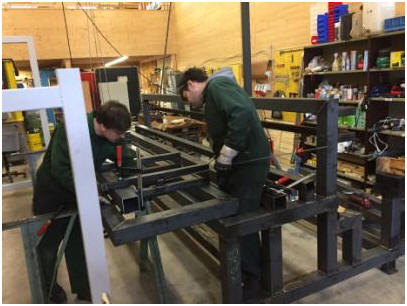
Rahmen Schweissen
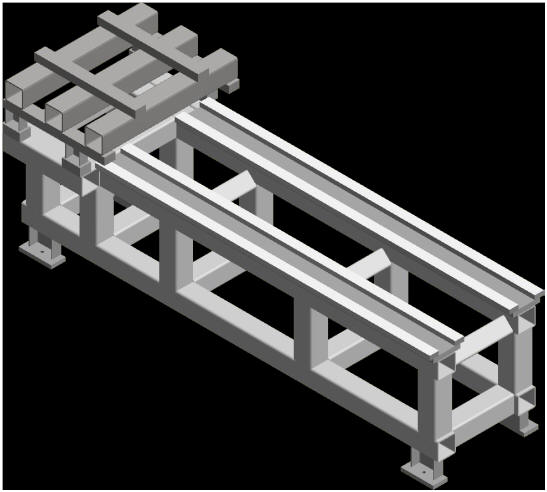
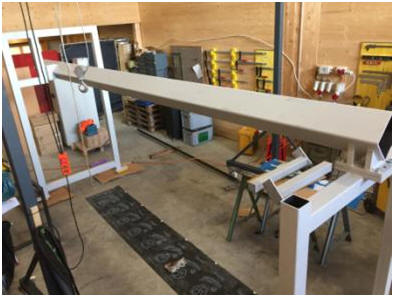
HLV Gestell (HLV= Hilfsladevorrichtung)
Sven, er bemüht sich um jeden mm. Alles muss genau stimmen.
Jim und Sven beim Schweissen, das geht fast nicht alleine.
Bald ist der HLV Rahmen fertig.
Der Platz ist schon knapp, trotzdem geht es.
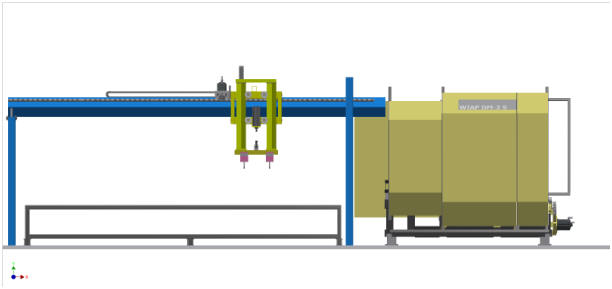
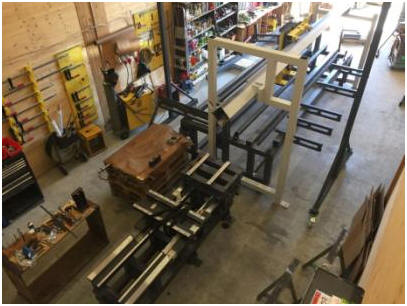
Ansicht vom Rohgerüst der Anlage.
Werkstück Ablage Gleitstege
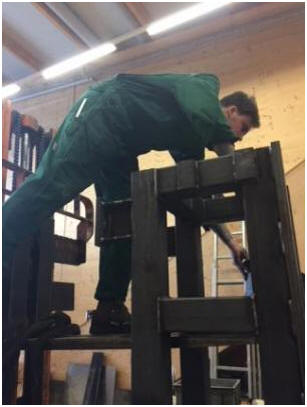
Jim und Kim, der Enkel hat Schulferien, will mithelfen.
Kim am Schweissen, er war stolz, dass er es konnte. Dank den automatischen Helmen nicht mehr so schwer wie früher.
Hier verputzt er. Auch das macht er gut. Denke, er wird den selben Beruf lernen, wie seine beiden Onkels und die Mutter.
Vibrationstest, ob der Material Transport funktioniert wie geplant auf Papier. Je nach Resonanz können die Stangen anstelle runter gar nach oben transportiert werden. Aber es kann sie schräg stellen, wir müssen noch eine zusätzliche Vereinzelung einbauen, dass sie nur gerade in die Drehkralle 1 können.
So jetzt ist auch der Stahl gekommen für die Drehgelenke der Automation. Die kann jetzt bald fertig gemacht werden. Sobald das dran ist, kann gemalt werden.
Status der Anlage Anf. April 2018
Baugruppe 31 Elektro Schrank und Steuerung
Bild 300 Sven in
der Elektro Abteilung beim Schrankaufbau
Bild 302
Bild 304
Bild 306
Bild 307
Bild 309
Bild 310 Das Panel mit den Schildern
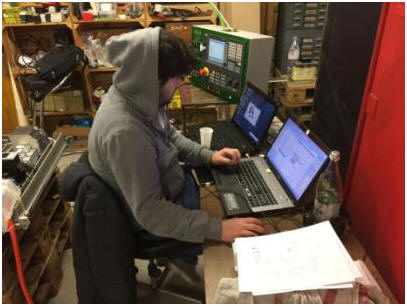
Bild 311 Sven beim PLC programmieren. Sprache ändern von Englisch auf Deutsch, die neuen Achsen einbinden usw.
Bild 312 Alles ist aufgebaut zum testen, dass wenn wir die Maschine mechanisch fertig haben, alles schon läuft und voreingestellt ist.
Sehr interessant heute. In früheren Jahren hat die WIAP viel extern machen lassen. Vor allem elektrisch. Heute kommt alles aus einer Hand, das vereinfacht viel. Sobald erkannt wird, dass ein Motor dazu kommt, kann schnell unkompliziert gehandelt werden.
Schilder Bestellung: - Steuerspannung OK - Sicherheitstaste - Antriebe ein - Greifer von Beladung auf - Greifer von Beladung zu - Greifer von Beladung heben - Greifer von Beladung senken - Werkstückanschlag vor - Werkstückanschlag zurück - Vib.Motor ein - Vib. Motor aus - RT Drehklaue vorwärts - FT Drehklaue rückwärts - FT Wagenstellung vorne - FT Wagenstellung mitte - FT Wagenstellung hinten - Störung Aktiv - Hornzone vorne war aktiv - Hornzone hinten war aktiv - Reset Hornzone - Prägung Start
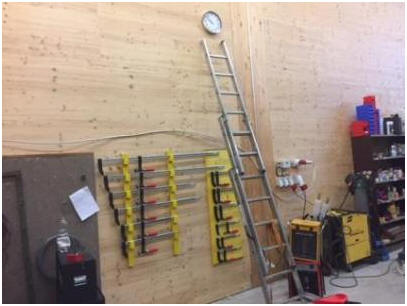
Werkstatt Einrichtung
Bild 200
Bild 202
Erstellt: sw-jw-iw-hp Widmer
WIAP® AG-Ltd-SA Industriestrasse 48L CH-4657 Dulliken Telefon: ++41 62 752 42 60 Telefax: ++41 62 752 48 61
|
![]()
![]()
![]()
![]()