
Feststellungsbericht: MEMV® 2023 – WM 870_B Platten_02
3..... Information zur Geheimhaltung
9..... Plattentransport mit Magneten
10... Plattentransport ohne Magneten
12... Information zum Material
Am 23. und 24.2.2023 wurden beim Kunden 437'000 kg Metall nach dem MEMV®-Verfahren
von WIAP® entspannt. Dies geschah in einem
Zeitraum von nur 2 Tagen, in einem grossen
Stahlwerk in Frankreich. 1 kg spannungsarmes Glühen kostet
in der Schweiz 0.9 CHF.
Würde man hier 0.3
CHF rechnen, ergäbe dies 131'100 CHF an Glühkosten. Die Kosten
der
WIAP® belaufen sich auf 6'500 CHF. Dies
sind 4,80 % im Vergleich mit dem spannungsarmen
Glühen. Ein Umstand, der für den Kunden von Vorteil ist.
Auch am 2.2.2022 haben wir 18 Platten à 24 Tonnen nach dem
MEMV®-Verfahren
entspannt.
Unter der Annahme, dass das Glühen eines Kilogramms 0.3 CHF
kostet, beliefen sich die
veranschlagten Kosten der WIAP® auf
6'000 CHF statt 86'000 CHF.
Dies sind lediglich 6,97 %.
Hierbei wurden nur die Kosteneinsparungen in CHF
berücksichtigt. Es gibt Untersuchungen,
die mit den Energieeinsparungen befasst sind. Die Autoren
gehen darin von Einsparungen
im Verbrauch um das 700-fache aus. Mit Blick auf die
anthropogene Erderwärmung
(Stichwort CO2) erweist sich dies als grosser
Vorteil.
Dieses grosse französische Stahlwerk hat hundertausende kWh Gas
benötigt, um diese
Platten spannungsarm zu glühen. Die Platten werden
hergestellt und im Anschluss
vorgerichtet, dass sie bei bis zu 18 Meter Länge im Millimeter-Bereich
gerade sind.
Sie haben 20 mm Auf-mass, das beidseitig 10 mm
abgefräst werden kann.
Aber sie sollen bereits vor dem Fräsen im Millimeter-Bereich
gerade sein.
$Sollten diese gerichtet und dann gefräst werden, ist diese
Richtspannung
beim Fräsen frei und das
Werkstück verzieht sich im Millimeter-Bereich,
weit aus der Toleranz. Damit dies nicht passiert, muss das
Werkstück nach
dem Richten erneut geglüht
werden. Die WIAP® hat seit dem Herbst 2022 mehrere
Versuche beim Kunden durchgeführt und es konnte festgestellt
werden, dass MEMV®
-entspannte Werkstücke von WIAP®, die
nach dem Richten MEMV®-vibriert
wurden,
ohne Glühen mindestens
gleich gute Resultate erzielten wie beim Glühen, teilweise
sogar besser waren. Das heisst, dass das MEMV®-Verfahren dabei helfen kann,
hundertausende kWh an Energie einzusparen.
Dieses grosse französische Stahlwerk hat es getestet und hat
entschieden, künftig
alle
Plat-tten mit einer MEMV®-Anlage von
WIAP® zu entspannen. Die
Einsparung sei enorm.

Bild 4A. Transportfahrzeug, das die Rohlinge im Areal befördert. Das Fahrzeug
kann sich absenken und auf
diese Weise die Rohlinge aufnehmen und transportieren.

Bild 5A. Das Bild zeigt eine
Laserscan-Maschine. Die Platten werden auf den Tisch gelegt. Dann müssen sich
alle Mitarbeiter aus der
Gefahrenzone des Messtrahles entfernen. Im Anschluss vermisst der Laser die
Geradheit der Platte. Ist
diese nicht ausreichend, muss sie zurück zur Richtmaschine und nachgerichtet
werden. Bis dahin musste nach
dem Nachrichten die Platte wieder spannungsarm geglüht werden.
Zusätzlich muss nur noch ein-mal
MEMV®-vibriert werden, was in einer Stunde erledigt ist. Das MEMV®-Verfahren
von WIAP® bietet somit ein grosses Einsparungspotenzial.
Foto nur internem Bericht
Bild 6A. Diese enorme Richtmaschine kann die grossen
Platten, welche hier im Werk hergestellt werden, im
Millimeter-Bereich richten.
Foto
nur in Internem Bericht
Bild 6B. Die Operateure, die diese Arbeit in einem
3-Schicht-Betrieb ausführen, sind Fachleute mit einem
ausgeprägten Gespür für Stahl.
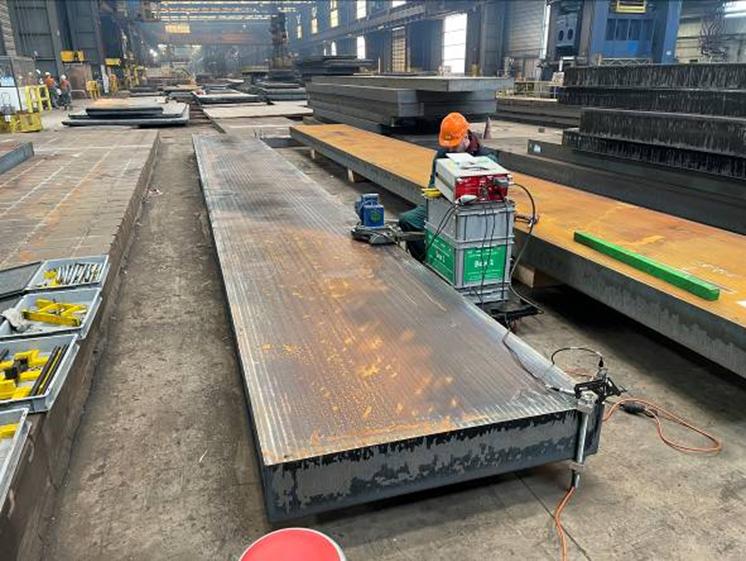
Bild 7 A . Wiap® MEMV® entspannen . Viele Platten. Pro Stunde eine Platte, welche
bvis 40
Tonnen sein können. Hinter
einander. Eine nach der Anderen,

Bild 8A. Es wurde in 2 Linien
MEMV®-entspannt. In der Zeit, in der ein Teil entspannt wurde,
konnte das zweite
Werkstück durch ein neues
Werkstück ersetzt werden.
Foto
nur in Internem Bericht
Bild 8B. Es wurden mehrere
Gummen eingesetzt. Diese Version ist 100 x 200 x 120 mm
hoch, auf 200 mm ho-hen
200 x 300 mm
Holzbalken.
Foto
nur in Internem Bericht
Bild 8C. Das Bild zeigt den
Gummi Typ 3. Er ist 200 mm hoch, 200 mm lang und 150 mm
breit. Es wird noch eruiert,
ob die unterschiedlichen Höhen des
Gummis – 120 mm und 200 mm – im Resultat abweichen.
Bauteile auf dem
200 mm Gummi schwingen
bis fast 60 Sekunden nach, wenn der Anreger ausgeschaltet ist.

Bild 9A. Schwere Magnete, wobei
einer alleine 10 Tonnen wiegt, verschieben die Werkstücke in der Halle des
Herstellers.
Foto
nur in Internem Bericht
Bild 9B. Kurze Platten werden mit nur einem Magneten
angehoben. Das Gewicht dieser einzelnen Platte be-trägt
bereits
18 Tonnen.

Bild 10A. Es gibt Kunden, die nicht erlauben, dass ihre
Platten mit Magneten transportiert werden, weil sie dies als
störend für die nachfolgende Beabeitung wahrnehmen.
Diese Platte durfte nicht mit Magneten transpor-tiert werden.

Bild 11A. Ein Steuergerät mit einer
Bedienerführung ermöglicht es dem Operateur, Metall mit Vibration zu ent-spannen.
Foto
nur in Internem Bericht
Bild 11B. Viele Stecker sind für den
MEMV®-Prozess nötig.
Foto
nur in Internem Bericht
Bild 11C.
Das Normgerät 2023 wird mit 4 Messsonden ausgewählt. Für Forschungszwecke stehen
jedoch bis zu
21 Messsonden
bereit; 7 für die x-Richtung, 7 für die z-Richtung und 7 für die y-Richtung.
Foto
nur in Internem Bericht
Bild 11D.
Ein Stecker, angeschlossen an die automatische Drehvorrichtung. Er dreht und
misst die Position des Drehtisches.
Foto
nur in Internem Bericht
Bild 11E. Der schon altbewährte Motorenstecker, der den Motor ansteuert und die Motordrehzahl misst.
Foto
nur in Internem Bericht
Bild 11F. Das Protokoll wird über den USB-Stecker ausgedruckt. Wenn der USB nicht eingesteckt ist, wird
es über das WLAN direkt auf dem PC abgespeichert. Pro Bauteil werden Werte aller Richtungen ermittelt
und ausgewertet.
Foto
nur in Internem Bericht
Bild 11J. Noch einmal das Gesamtbild des MEMV®-Steuergerätes von hinten. Es kann dabei behilflich sein, hun-derttausende kWh an Energie
einzusparen.

Bild 11K. 4 bis 21
Sonden können am Steuergerät angeschlossen werden. Die gelben markierten sind
für die
Senkrecht Achse Y.

Bild 11L Das Steuergerät sendet das Protokoll auf ein Lap Top
oder das Netzwerk. Beide
Anschlüsse sind vorhanden.
Foto
nur in Internem Bericht
Bild 11M. In jeder
Ecke des Werkstückes 2 Sonden,
ab 12 Sonde in jeder Ecke 3 Sonden
Bei 21 Sonden noch in den mitteleren Zonnen 9 Sonden verteilt. Die ist nur
für
Forschung und die QS nötig mit so viuel Sonden. Oder bei den erstren Bauteil
Ermittlungen
um den Ablauf Prozess
festzulegen, dass alle Zonen
erreicht werden.

Bild 11N: Datenablage
Information.

Bild 11O: Platten
Ansicht bei MEMV Behandlungsprozess
Bei dem französischen Kunden werden in erster Linie
Sonderstähle hergestellt. D. h.
die End-kunden
erwerben Sonderstähle ASTM A517 Klasse Q
(es enthält 2,8 % Nickel),
was in der Festigkeit in etwa 8.8 Schrauben entspricht. Ein
Teil davon gibt grosse
Zahnstangen für die Schiffsindustrie. Diese heben Schiffe
aus dem Wasser.
Der
Zeitliche Ablauf sieht so aus.
Teil 1:
Total:
Aufspann und MEMV Bearbeitung Teil 1:
122 Min.
Umspannen zu Teil 2
und jedes weitere
Total
MEMV ®
Bearbeitung Teil 2
57 Min.
Total
Abbau der MEMV Anlage
93 Min.
Total
Zeit Uebersicht des MEMV ® Verfahrens.
d.H Teil
1 mit Aufbau 122
Min.= 2.03 Std.
Teil 2 und jedes weitere 57 Min.= 0.95 Std.
Abbau 93 Min =
1.55 Std.
Das MEMV®-Verfahren von WIAP®
hat noch viele Untersuchungen vor sich. Fast
wöchentlich werden Neuigkeiten dazukommen. Das zeigt, dass auf diesem
Gebiet
noch ein grosses Forschungspotenzial
vorhanden ist. Die WIAP® hat seit 2014
über
eine Million CHF investiert. Die grösste Summe floss in Stunden aber
auch Material.
Doch wir sind überzeugt, es werden in den nächsten Jahren noch einige
Neuigkeiten
dazukommen.
Wiap AG Ltd SA
Industriestrasse 48L
CH 4657 Dulliken
Tel.: 062 7524260
Fax: 062 7524861
E-Mail: info@wiap.ch
Webseite: www.wiap.ch
Erstellung: SW_JW_IW_hpw 20231230